电话:0576-86362738
电子邮件: info@fuguwelder.com
等离子弧切割的工作原理与等离子弧焊接相同。热电离等离子体柱从收缩喷嘴高速喷出,熔化基底金属。然后它会去除熔融金属以产生切口。
在本文中,我们将简要介绍等离子弧切割设备的各个组成部分,例如控制台、割炬、等离子气体和保护气体的选择。本文稍后将简要讨论 PAC 运行的基本原理。
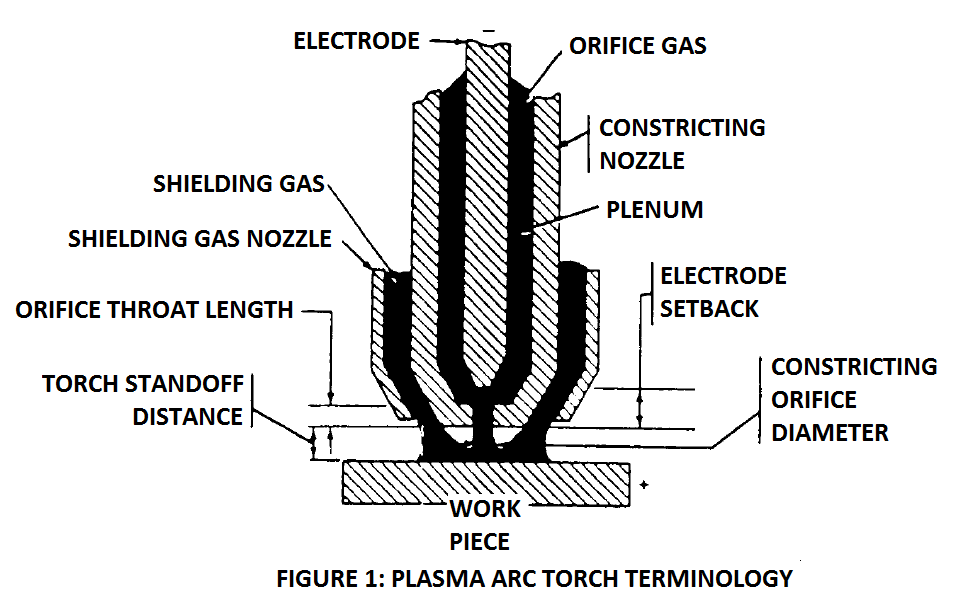
下图 1 说明了与等离子弧焊炬相关的基本术语。
电极产生的电弧在穿过孔口时会收缩。当孔板气体与电弧接触时,它会迅速加热到高温。结果,它膨胀到更大的体积。当它通过收缩喷嘴时,它会加速。这称为等离子气体。
等离子气体的温度和速度取决于气体的入口压力、电极的电流输入、收缩喷嘴的形状和直径。这些变量必须满足应用程序的要求。
等离子弧切割设备与等离子弧焊设备类似。它由焊枪、切割气体、电源、控制系统和冷却水源组成。等离子弧切割可以通过手动方法或机械方法完成。
割炬包括一个电极夹。支架的功能是将电极相对于收缩喷嘴居中定位。此过程中的电极是非消耗品。
切割工作期间达到的温度非常高。因此,电极和炬需要通过循环通过炬的冷却水供应来冷却。
等离子气体从炬的上端引入并在电极和收缩喷嘴之间的环形空间中流动。当气体与电弧接触时,它会以等离子体的形式进行切割工作。
收缩喷嘴有多种直径,适用于不同的割炬和不同的应用。孔口的直径取决于提供给电极的电流。更高的电流需要更大的孔口直径。
喷嘴的设计可以是单端口型或多端口型,具体取决于要切割的金属。多端口型喷嘴除了主孔口外,还具有用于供应保护气体的并发端口。多端口喷嘴比单端口喷嘴产生更好的切割质量。
等离子弧切割的控制台需要用于打开或关闭气体供应和冷却水的控制。如果冷却水供应低于一定水平,则提供水流开关来关闭操作。
此外,还提供流量计来测量通过割炬的各种切割气体的流量。
当使用高电源进行切割时,控制台还包含用于调节高电流和低电流以及控制孔口气体流量的编程功能。
用于等离子弧切割的电源的开路电压通常在 120 伏至 400 伏之间变化。通常,PAC 使用产生下垂型 CV 特性曲线的恒流电源。
电源的额定值必须与需要切割的母材的厚度和类型、切割的行进速度以及割炬的设计相匹配。
当母材厚度较厚时,应使用开路电压较高的电源。为了切割 2 英寸厚的金属,电源的 OCV 为 400 伏。对于切割较薄的金属,OCV 为 10 伏至 200 伏的电源就足够了。
有些电源(尽管不是全部)甚至具有开关,可以 根据操作员的需要增加或减少 开路电压。
PAC 电源提供的电流范围为 70 安培至 1000 安培。这方面电源的选择取决于要切割的母材的厚度、母材的类型和切割速度。
切割气体的选择取决于待切割母材的类型。切割气体还决定切割质量,因此气体的选择还取决于应用的精加工要求。
有色金属通常使用氮气、或氮氢混合物、或氩氢混合物作为切割气体进行切割。如果需要切割钛或 锆 ,气体的选择仅限于氩气。这是因为这些是非常活泼的金属;使用活性气体会导致脆化,因此只有惰性气体才可以。
当需要切割碳钢或低合金钢时,使用压缩空气(按体积计由80%氮气和20%氧气组成)。在一些系统中,使用氮气作为切割气体。然而,氧气随后在下游被引入等离子体中。这有助于避免电极暴露于氧气,从而防止其氧化,从而延长其寿命。
如果需要高质量的切割,则使用氩-氢作为等离子气体,而使用氮气作为保护气体。
对于某些有色金属的切割,使用氮气作为切割气体,而使用二氧化碳作为保护气体。
下图说明了等离子弧切割电路的基本组件。
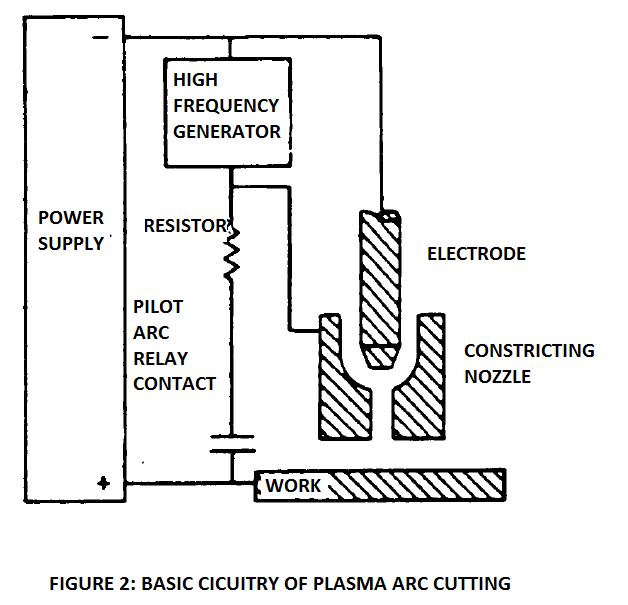
等离子弧切割采用直流电,电极接负极,工件接正极(即DCEN极性)。热电离等离子体柱从收缩喷嘴高速喷出。在转移电弧模式下,电弧在喷嘴内的电极和工件之间产生。
然而,电弧是通过在电极和收缩喷嘴之间首先触发的引导电弧来实现的。喷嘴连接到接地端子,引导电弧由连接到电极的高频发生器引发。该电弧维持一段时间,直到孔口气体吹过孔口并在电极和工件之间建立起引弧的低电阻路径。
当主弧引燃时,系统控制打开引弧继电器,从而避免收缩喷嘴不必要的加热。
等离子弧切割操作期间会产生 18000°F 至 25000°F(10000°C 至 14000°C)的极高温度。因此,需要在喷嘴中循环供应冷却水。喷嘴由铜合金制成。这使得能够快速冷却。
等离子弧切割的最新发展允许该工艺有多种变化,以满足不同的应用。下面讨论一些变体:
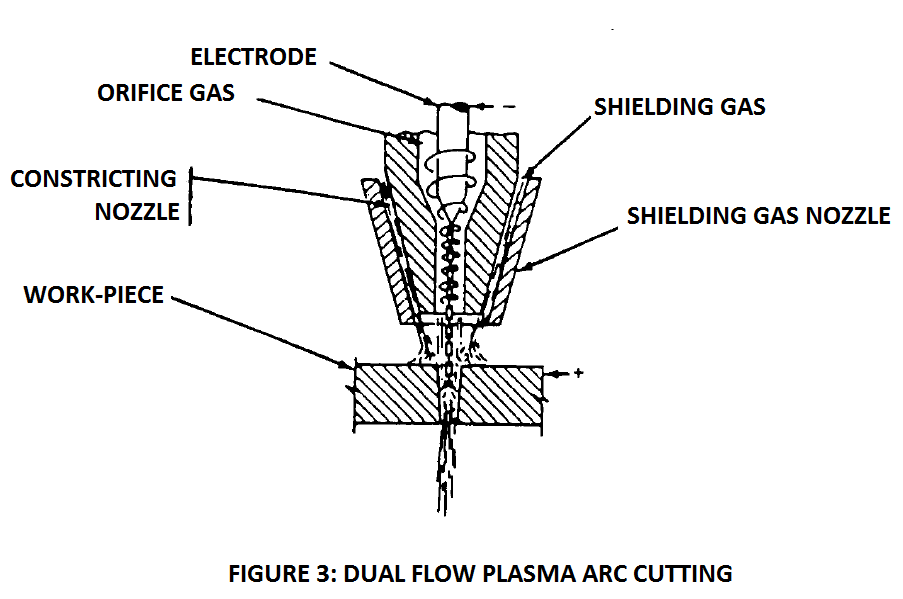
在该变型中,在等离子体周围提供保护气体层。该气体通过位于收缩喷嘴外侧的保护气体喷嘴供应。
通过收缩喷嘴的孔供应的气体通常是氮气。二次保护气体的选择取决于要切割的材料。对于铝,可以使用氩-氢混合物,而对于低碳钢和不锈钢,可以使用二氧化碳气体。
使用辅助保护气体可以使低碳钢的速度稍高。然而,对于某些金属,切割质量达不到标准。
这种变化与上述双流等离子弧切割相同,只是使用水代替保护气体。这提高了喷嘴的寿命,但切割清晰度和速度并没有多大改善。
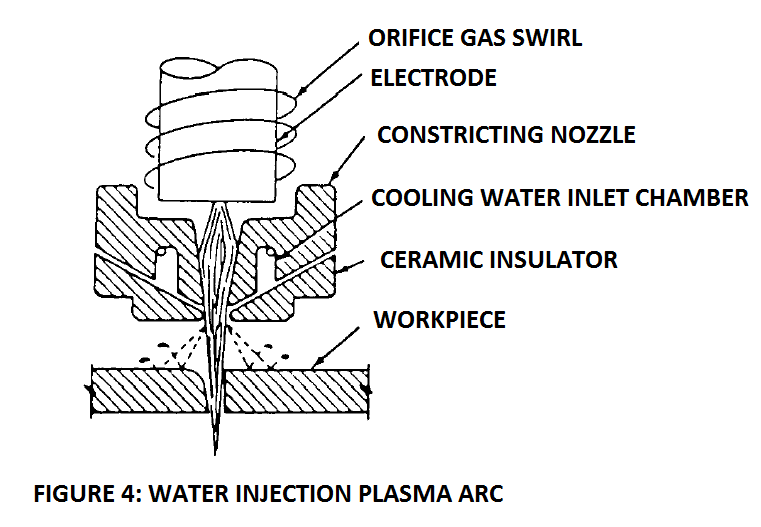
在等离子弧切割的这种变体中,对称的水射流与收缩喷嘴周围的主电弧同时撞击。水层为等离子体提供屏蔽,使其免受大气气体的影响,并进一步限制等离子体流。
喷嘴超出水层的一端由陶瓷材料制成,因此不会产生双弧。
这种水收缩等离子体产生狭窄且清晰的切口。可以采用比传统等离子弧切割更高的速度。
当孔口气体和保护水切线注入时,从喷嘴中喷出的等离子气体会产生旋涡运动。这会在一个零件上产生一个尖角,在另一个零件上产生一个斜角。当零件之一上需要斜角时,这种类型的行为有时是有利的。
当需要高电流时,割炬安装在机械驱动的托架上,而不是手持式。当使用高电流时,等离子体周围的水喷雾起到减少切割操作产生的烟雾和噪音的作用。
有时,也使用水与金属底面接触的工作台。底部的水可以减少烟雾和噪音。
等离子弧切割可用于在所有位置切割金属。如上文所述,该工艺中使用的焊枪与等离子弧焊焊枪的设计不同,而是不同的设计。 PAC 还可用于穿孔和打磨金属。
通常使用等离子弧切割切割的金属是铝和不锈钢,但也可用于切割铜合金、碳钢和镍合金。
控制台配备了用于调节等离子气体流量和保护气体流量的特殊控制器。提供水流开关来监视循环冷却水的水位。如果液位低于特定水平,开关将关闭操作。
在自动操作中,PAC 割炬安装在自动火焰切割机内,引导割炬的移动。
切割动作会产生大量气体。因此切割工作应在通风良好的地方进行。另外,切割过程中会产生大量噪音。因此,应佩戴护耳装置,尤其是在使用高功率设备时。
切割操作人员应佩戴护耳器。还必须穿着普通的防护服,以保护操作员免受火花的伤害。安全帽、手套等其他人员防护装备也是必要的。头盔中使用的滤光玻璃的等级应为 9 级。
等离子弧切割可产生高质量的锋利切割。一般用于不锈钢、铝、碳钢的切割。生产工作和维护工作的削减操作可以通过 PAC 进行。它用于对板材进行坡口加工,为焊接接头的装配做好准备,或用于堆叠切割、形状切割、或冲孔、等 离子气刨等。
使用等离子弧割炬进行的叠层切割比使用氧乙炔割炬进行的切割效率更高。
这是关于等离子弧切割的简要介绍。请在下面的评论部分留下您的想法。



